



KHO TỰ ĐỘNG HÓA CHẤT
Kho tự động hóa chất đang trở thành lựa chọn chiến lược cho doanh nghiệp sản xuất, phân phối hóa chất khi yêu cầu về an toàn, tuân thủ và kiểm soát rủi ro ngày càng khắt khe. Mô hình kho hiện đại này giúp giảm tiếp xúc con người, kiểm soát môi trường lưu trữ và đáp ứng đồng thời tiêu chuẩn PCCC, EHS và quản trị chuỗi cung ứng nguy hiểm.



1.1 Tổng quan rủi ro trong kho tự động hóa chất
Trong môi trường kho tự động hóa chất, rủi ro không chỉ đến từ tính dễ cháy, độc tính hay phản ứng hóa học, mà còn từ sai sót vận hành. Thống kê ECHA cho thấy hơn 35% sự cố kho hóa chất xuất phát từ lưu trữ không tương thích. Việc tự động hóa giúp giảm đáng kể lỗi thao tác thủ công, đồng thời tạo nền tảng kiểm soát rủi ro theo thời gian thực.
1.2 Hạn chế của kho hóa chất truyền thống
Kho hóa chất truyền thống phụ thuộc nhiều vào con người, thiếu hệ thống giám sát liên tục. Các yếu tố như nhiệt độ vượt ngưỡng, rò rỉ dung môi hay xếp dỡ sai vị trí thường chỉ được phát hiện muộn. Điều này làm tăng xác suất cháy nổ thứ cấp, đặc biệt với kho dung môi hoặc hóa chất dễ bay hơi.
1.3 Áp lực tuân thủ pháp lý và bảo hiểm
Doanh nghiệp lưu trữ hóa chất phải đáp ứng đồng thời QCVN, NFPA, ATEX và yêu cầu từ đơn vị bảo hiểm. Kho không đạt chuẩn có thể bị tăng phí bảo hiểm lên 20–40%. An toàn kho hóa chất vì vậy không còn là lựa chọn, mà là điều kiện bắt buộc để duy trì hoạt động bền vững.
1.4 Xu hướng tự động hóa trong kho hàng nguy hiểm
Tự động hóa đang trở thành xu hướng chủ đạo trong kho hàng nguy hiểm, với AS/RS, shuttle chịu cháy và robot chống tia lửa. Các hệ thống này được thiết kế riêng cho môi trường có nguy cơ cao, cho phép vận hành 24/7 mà không cần con người hiện diện trực tiếp trong khu vực rủi ro.
1.5 Vai trò của phân vùng và cách ly
Nguyên tắc cốt lõi trong kho tự động hóa chất là phân vùng theo nhóm tương thích hóa học. Axit, bazơ, dung môi và chất oxy hóa được cách ly vật lý bằng vách chống cháy EI60–EI120, giảm nguy cơ phản ứng dây chuyền khi xảy ra sự cố.
1.6 Liên hệ giữa an toàn và hiệu suất vận hành
Một kho an toàn không đồng nghĩa với hiệu suất thấp. Ngược lại, tự động hóa giúp tăng độ chính xác tồn kho lên trên 99,9%, giảm thời gian xuất nhập và hạn chế hàng hư hỏng. Đây là nền tảng để doanh nghiệp vừa tuân thủ, vừa tối ưu chi phí dài hạn.
• Khung quản lý xem tại “Quản lý hàng nguy hiểm trong kho tự động: Nguyên tắc và kiểm soát (113)”.
2.1 Thiết kế tổng thể của kho hóa chất tự động
Cấu trúc kho hóa chất tự động thường bao gồm khu lưu trữ chính, khu đệm an toàn và khu xử lý sự cố. Mỗi khu được thiết kế theo cấp độ nguy hiểm khác nhau, tích hợp cảm biến khí, nhiệt và áp suất. Thiết kế này giúp kho đáp ứng đồng thời yêu cầu vận hành và phòng ngừa sự cố nghiêm ngặt.
2.2 Hệ thống kệ và vật liệu chuyên dụng cho kho dung môi
Trong kho dung môi, kệ lưu trữ sử dụng thép mạ kẽm nhúng nóng hoặc thép không phát tia lửa. Khay hứng tràn có dung tích tối thiểu 110% thể tích thùng lớn nhất, giúp kiểm soát rò rỉ và tránh lan truyền hóa chất ra môi trường xung quanh.
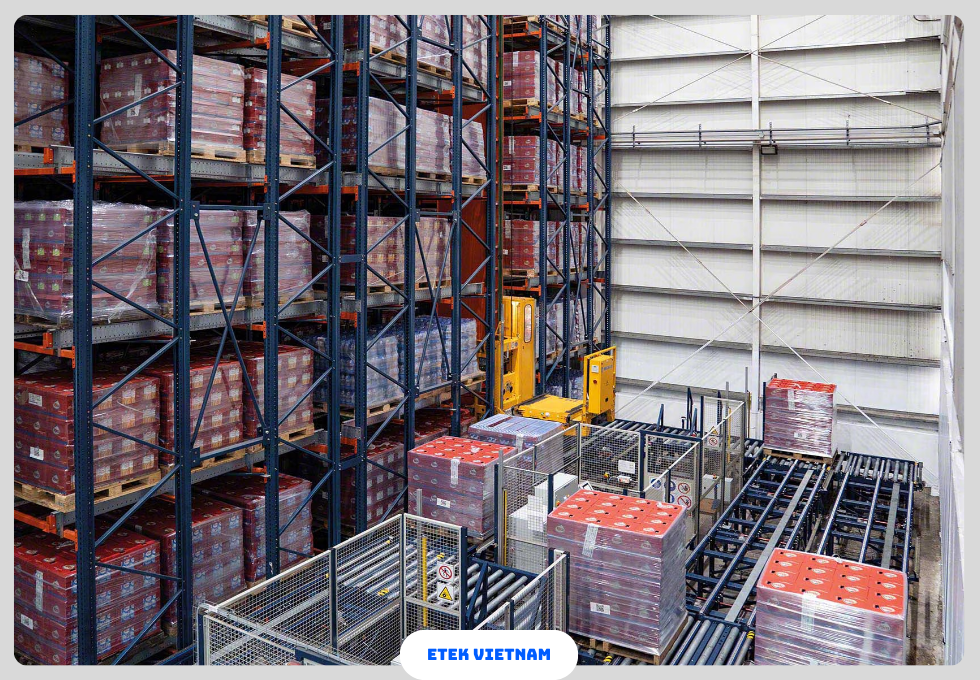
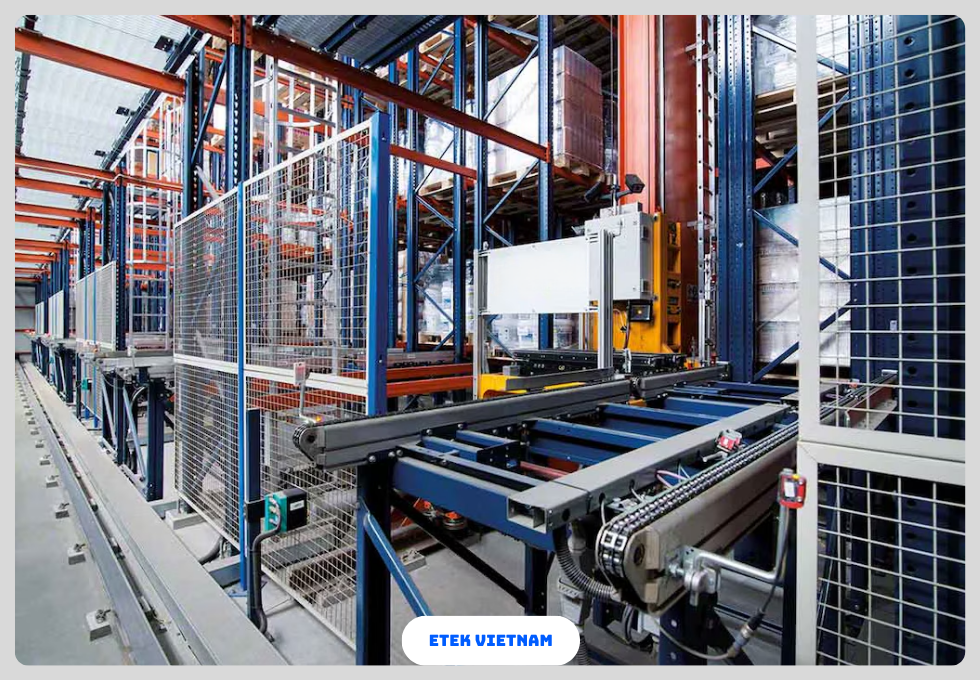
2.3 Nguyên lý vận hành AS/RS trong kho hàng nguy hiểm
Hệ thống AS/RS trong kho hàng nguy hiểm hoạt động theo nguyên tắc hạn chế tối đa con người tiếp xúc trực tiếp. Xe stacker crane và shuttle được lập trình di chuyển tối ưu, có chứng nhận ATEX Zone 2, đảm bảo an toàn trong môi trường có hơi dung môi dễ cháy.
2.4 Kiểm soát môi trường trong kho tự động hóa chất
Trong kho tự động hóa chất, kiểm soát môi trường là yếu tố sống còn. Hệ thống HVAC chuyên dụng duy trì nhiệt độ ổn định 18–25°C, độ ẩm dưới 60% RH nhằm hạn chế bay hơi và phân hủy hóa chất. Cảm biến VOC, H₂S, LEL được bố trí theo lưới dày, truyền dữ liệu liên tục về trung tâm để phát hiện sớm nguy cơ cháy nổ.
2.5 Phân vùng và cách ly trong kho hàng nguy hiểm
Phân vùng trong kho hàng nguy hiểm dựa trên bảng tương thích hóa chất (chemical compatibility chart). Các khu vực được cách ly bằng tường chống cháy EI90, cửa tự động đóng khi phát hiện sự cố. Thiết kế này giúp ngăn phản ứng chéo giữa các nhóm hóa chất, giảm thiểu rủi ro lan truyền khi xảy ra rò rỉ.
2.6 Nguyên lý phòng chống cháy nổ thụ động
Ngoài hệ thống chữa cháy chủ động, an toàn kho hóa chất còn phụ thuộc vào giải pháp thụ động. Sàn chống tĩnh điện, thông gió cưỡng bức áp suất âm và mái thoát nổ được tính toán theo NFPA 68. Các yếu tố này giúp giải phóng áp suất tức thời, tránh phá hủy kết cấu kho khi xảy ra nổ hơi dung môi.
2.7 Tích hợp phần mềm điều hành và truy xuất dữ liệu
Phần mềm WMS trong kho tự động hóa chất không chỉ quản lý tồn kho mà còn giám sát an toàn. Mỗi lô hóa chất được gắn mã UN, SDS và hạn sử dụng. Hệ thống tự động cảnh báo khi lưu trữ vượt ngưỡng thời gian cho phép hoặc đặt sai khu vực phân vùng nguy hiểm.
• Thiết kế an toàn tại “Quy định PCCC áp dụng cho kho tự động và yêu cầu triển khai (134)”.
3.1 Tiêu chuẩn thiết kế kho hóa chất tự động
Thiết kế kho hóa chất tự động phải tuân thủ đồng thời QCVN 07, NFPA 400 và EN 14470. Khoảng cách an toàn giữa các dãy kệ tối thiểu 1,8 m, tải trọng sàn từ 5–7 tấn/m². Những thông số này đảm bảo khả năng chịu tải và an toàn kết cấu trong tình huống khẩn cấp.
3.2 Yêu cầu PCCC cho kho dung môi
Đối với kho dung môi, hệ thống chữa cháy thường sử dụng foam AFFF hoặc khí trơ FM-200. Lưu lượng phun được tính toán theo mật độ cháy 6,5–12 lít/phút/m². Cảm biến phát hiện cháy phải đạt độ trễ dưới 5 giây để kích hoạt kịch bản xử lý tự động.
3.3 Tiêu chuẩn EHS và quản lý rủi ro
EHS yêu cầu đánh giá rủi ro định kỳ theo phương pháp HAZOP và FMEA. Trong an toàn kho hóa chất, chỉ số LTIR và TRIR được dùng để đo lường mức độ an toàn vận hành. Kho tự động giúp giảm tới 60% sự cố liên quan đến con người so với mô hình thủ công.
3.4 Chứng nhận thiết bị cho kho hàng nguy hiểm
Thiết bị sử dụng trong kho hàng nguy hiểm phải có chứng nhận ATEX hoặc IECEx. Động cơ, cảm biến và tủ điện đều được thiết kế chống tia lửa. Điều này đảm bảo hệ thống vận hành ổn định ngay cả khi nồng độ hơi dung môi tiệm cận giới hạn cháy nổ.
3.5 Thông số giám sát và cảnh báo
Hệ thống giám sát trong kho tự động hóa chất thu thập dữ liệu theo chu kỳ 1–5 giây. Ngưỡng cảnh báo được thiết lập nhiều cấp, từ cảnh báo sớm đến kích hoạt dừng khẩn. Việc này giúp doanh nghiệp chủ động kiểm soát rủi ro trước khi sự cố vượt tầm kiểm soát.
• Tổng hợp môi trường khó tại “Kho tự động đặc thù: Giải pháp cho môi trường lạnh, sạch và nguy hiểm (49)”.
4.1 Nâng cao an toàn kho hóa chất và giảm sự cố nghiêm trọng
Việc triển khai kho tự động hóa chất giúp giảm đáng kể xác suất tai nạn cấp độ cao. Theo số liệu FM Global, kho tự động cho hóa chất nguy hiểm có thể giảm tới 70% sự cố cháy nổ do thao tác con người. Robot và AS/RS thay thế hoàn toàn việc tiếp xúc trực tiếp, từ đó nâng chuẩn an toàn kho hóa chất lên mức có thể kiểm soát và dự báo.
4.2 Kiểm soát rủi ro trong kho hàng nguy hiểm theo thời gian thực
Trong kho hàng nguy hiểm, rủi ro không đến từ một điểm mà từ chuỗi phản ứng liên hoàn. Hệ thống cảm biến đa lớp cho phép phát hiện sai lệch nhiệt, khí và áp suất trong vòng vài giây. Nhờ đó, kho tự động có thể kích hoạt kịch bản an toàn trước khi sự cố vượt ngưỡng kiểm soát.
4.3 Tối ưu chi phí bảo hiểm và chi phí tuân thủ
Doanh nghiệp sở hữu kho hóa chất tự động thường được giảm phí bảo hiểm từ 15–30% nhờ hồ sơ rủi ro thấp. Việc đáp ứng sẵn các tiêu chuẩn PCCC và EHS giúp giảm chi phí cải tạo, tránh gián đoạn sản xuất do thanh tra hoặc đình chỉ vận hành.
4.4 Nâng cao độ chính xác và truy xuất trong kho dung môi
Với kho dung môi, sai lệch tồn kho hay nhầm lẫn lô hàng có thể dẫn đến hậu quả nghiêm trọng. Kho tự động cho phép truy xuất 100% theo mã UN, SDS và batch. Độ chính xác tồn kho đạt trên 99,95%, hỗ trợ kiểm soát hạn sử dụng và giảm nguy cơ lưu trữ quá hạn.
4.5 Giảm phụ thuộc lao động trong môi trường độc hại
Một lợi ích quan trọng của kho tự động hóa chất là giảm nhu cầu lao động trong khu vực nguy hiểm. Nhân sự chỉ làm việc tại phòng điều khiển trung tâm, hạn chế phơi nhiễm hóa chất độc, từ đó cải thiện chỉ số sức khỏe nghề nghiệp và giảm chi phí y tế dài hạn.
4.6 Tăng khả năng mở rộng và chuẩn hóa vận hành
Kho tự động được thiết kế theo module, dễ mở rộng khi tăng sản lượng. Với kho hàng nguy hiểm, việc chuẩn hóa giúp doanh nghiệp triển khai đồng loạt tại nhiều nhà máy mà vẫn duy trì cùng một mức an toàn kho hóa chất, tránh phụ thuộc vào kinh nghiệm cá nhân.
4.7 Gia tăng giá trị ESG và hình ảnh doanh nghiệp
Đầu tư kho tự động hóa chất thể hiện cam kết mạnh mẽ về môi trường, an toàn và quản trị. Đây là yếu tố quan trọng khi làm việc với đối tác đa quốc gia, nơi ESG và tuân thủ EHS là điều kiện tiên quyết trong chuỗi cung ứng hóa chất.
5.1 Ứng dụng kho tự động hóa chất trong ngành sản xuất công nghiệp
Trong ngành sơn, nhựa, phân bón và hóa chất cơ bản, kho tự động hóa chất giúp kiểm soát chặt nguyên liệu đầu vào có tính ăn mòn và dễ phản ứng. Việc tự động xuất nhập theo FIFO hoặc FEFO giảm nguy cơ phân hủy hóa học, đồng thời duy trì ổn định chất lượng sản xuất liên tục.
5.2 Ứng dụng kho hóa chất tự động trong ngành dược và sinh học
Với yêu cầu nghiêm ngặt về truy xuất và kiểm soát môi trường, kho hóa chất tự động đáp ứng tốt lưu trữ dung môi tinh khiết, hóa chất tiền chất và API. Hệ thống giám sát nhiệt độ ±1°C và độ ẩm ±5% RH giúp tuân thủ GMP, GLP và các chuẩn quốc tế về an toàn.
5.3 Ứng dụng trong kho dung môi và hóa chất dễ cháy
Đối với kho dung môi, tự động hóa giúp loại bỏ hoàn toàn thao tác thủ công trong khu vực có nguy cơ cháy nổ cao. Hệ thống AS/RS đạt chuẩn ATEX cho phép lưu trữ mật độ cao nhưng vẫn đảm bảo thông gió, thoát nổ và cách ly theo từng nhóm dung môi.
5.4 Ứng dụng trong kho hàng nguy hiểm logistics và phân phối
Các trung tâm logistics chuyên xử lý kho hàng nguy hiểm sử dụng kho tự động để đáp ứng tốc độ luân chuyển cao mà vẫn tuân thủ IMDG, ADR và UN Regulation. Việc phân luồng tự động theo cấp độ nguy hiểm giúp giảm thời gian xử lý và hạn chế rủi ro trong khâu trung chuyển.
5.5 Ứng dụng cho doanh nghiệp đa quốc gia và xuất khẩu
Doanh nghiệp xuất khẩu hóa chất cần đáp ứng nhiều bộ tiêu chuẩn cùng lúc. Kho tự động hóa chất cho phép cấu hình linh hoạt theo từng thị trường, từ tiêu chuẩn châu Âu đến Mỹ và châu Á. Điều này giúp doanh nghiệp giảm chi phí chuyển đổi và rủi ro không tuân thủ.
5.6 Vai trò trong chiến lược quản trị rủi ro dài hạn
Về dài hạn, đầu tư kho tự động không chỉ là giải pháp vận hành mà là chiến lược quản trị. An toàn kho hóa chất được tích hợp ngay từ thiết kế giúp doanh nghiệp chủ động phòng ngừa sự cố lớn, tránh tổn thất tài chính và gián đoạn chuỗi cung ứng.
5.7 Định hướng triển khai kho tự động cho hàng nguy hiểm
Doanh nghiệp nên bắt đầu từ đánh giá rủi ro, phân loại hóa chất và xác định cấp độ tự động hóa phù hợp. Lộ trình triển khai kho tự động hóa chất thường chia làm ba giai đoạn: bán tự động, tự động cục bộ và tự động hóa toàn phần, nhằm tối ưu chi phí đầu tư.
TÌM HIỂU THÊM: