

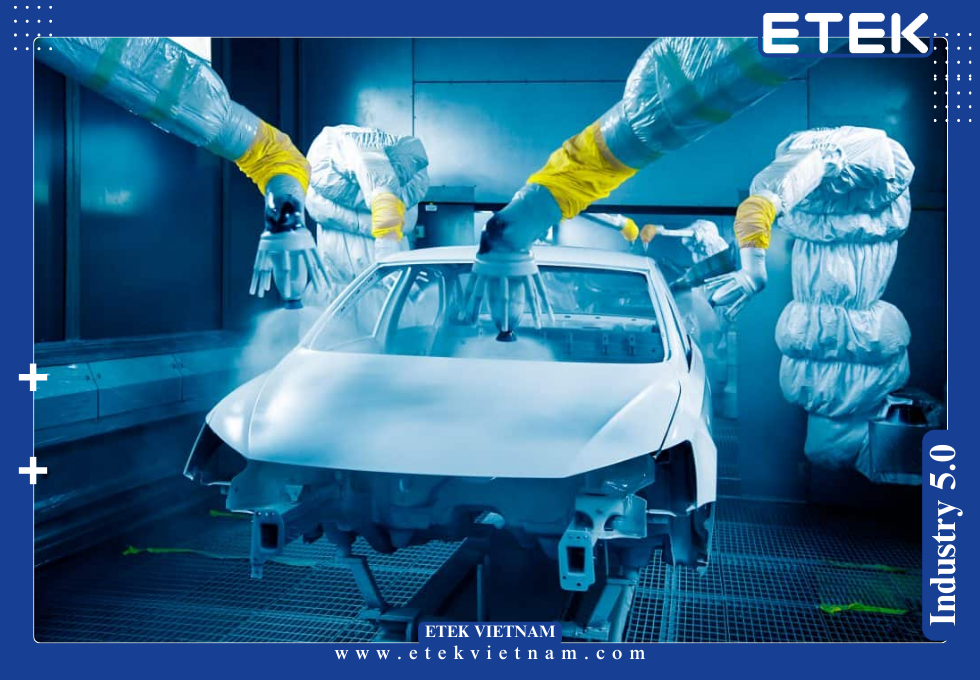









DÂY CHUYỀN SƠN Ô TÔ
Dây chuyền sơn ô tô là tổ hợp công nghệ hiện đại bao gồm các khu vực tiền xử lý, phun sơn, sấy – đóng rắn và kiểm tra chất lượng, giúp tạo ra lớp phủ hoàn hảo, bền màu và đạt tiêu chuẩn sơn xe hơi quốc tế. Với sự phát triển của công nghệ sơn 3C1B và phòng sơn xe đạt chuẩn Class 100.000, dây chuyền này trở thành nền tảng bắt buộc cho mọi nhà máy lắp ráp ô tô hiện đại.




Trong lĩnh vực ô tô, dây chuyền sơn ô tô là công đoạn quyết định đến giá trị cảm quan, độ bền và khả năng chống ăn mòn của thân vỏ xe. Lớp sơn không chỉ mang tính thẩm mỹ mà còn bảo vệ thép, nhôm và hợp kim khỏi oxy hóa, muối, axit và tia UV.
Khác với quy trình sơn ô tô truyền thống, dây chuyền hiện đại ứng dụng công nghệ sơn 3C1B (Three-Coat One-Bake) – ba lớp gồm primer, basecoat, clearcoat nhưng được đóng rắn trong cùng một chu kỳ nhiệt, giúp giảm 25–30% năng lượng, rút ngắn chu kỳ sơn từ 3 giờ xuống còn 2 giờ/xe.
Mỗi chiếc xe khi hoàn thiện lớp sơn phải trải qua hơn 20 công đoạn kiểm soát nghiêm ngặt: từ tẩy dầu, xử lý phosphate, phun sơn, sấy, đánh bóng đến kiểm tra độ bóng ≥ 85 GU, độ bám dính cấp 0–1 (theo ASTM D3359), và độ dày lớp phủ 80–120 µm.
Nhờ hệ thống phòng sơn xe khép kín, lưu lượng gió 0,45–0,6 m/s, lọc bụi HEPA hiệu suất 99,97%, và kiểm soát VOC dưới 50 mg/Nm³, dây chuyền sơn ô tô không chỉ đạt chất lượng bề mặt cao mà còn đáp ứng tiêu chuẩn môi trường QCVN 19:2009/BTNMT, ISO 14001:2015.
Sự kết hợp giữa tự động hóa (PLC–SCADA), robot phun 6 trục và hệ thống tuần hoàn khí sạch giúp dây chuyền đạt OEE ≥ 92%, giảm 30–35% nhân công và đảm bảo mỗi xe được sơn đồng nhất về màu, độ bóng, độ dày – yếu tố cốt lõi trong tiêu chuẩn sơn OEM toàn cầu.
2.1 Hệ thống tiền xử lý thân vỏ
Trong dây chuyền sơn ô tô, công đoạn tiền xử lý là nền tảng quyết định khả năng bám dính và độ bền của lớp sơn. Toàn bộ thân vỏ (Body in White – BIW) được chuyển qua hệ thống bể ngâm tự động gồm 12–14 bể liên hoàn: tẩy dầu, rửa nước, hoạt hóa bề mặt và phủ phosphate kẽm.
Dung dịch tẩy dầu sử dụng NaOH 2–3%, nhiệt độ 55–65°C, thời gian ngâm 3–5 phút, kết hợp sục khí cưỡng bức. Sau đó, bể rửa nước sạch có độ dẫn điện < 30 µS/cm loại bỏ hoàn toàn kiềm dư.
Bể phủ phosphate Zn(H₂PO₄)₂ có nồng độ 10–12 g/l, pH 4,8–5,2, nhiệt độ 45°C. Lớp màng phosphate dày 1–2 µm giúp tăng độ bám của sơn tĩnh điện cataphoretic (ED).
Hệ thống tuần hoàn dung dịch bằng bơm màng inox 316L, lưu lượng 12–20 m³/h, kết hợp lọc cartridge 10 µm. Tất cả bể được chế tạo từ thép không gỉ, lót composite FRP chống ăn mòn.
Cảm biến pH, nhiệt độ và độ dẫn điện được giám sát liên tục qua SCADA. Sai số đo lường ±0,1 pH, ±0,5°C. Việc duy trì ổn định thông số giúp màng phosphate đạt độ bám dính cấp 0 theo tiêu chuẩn sơn xe hơi ASTM D3359.
2.2 Hệ thống sơn tĩnh điện ED (Electrodeposition)
Sau xử lý bề mặt, thân vỏ được đưa vào bể sơn điện di ED – trái tim của dây chuyền sơn ô tô.
Nguyên lý: các hạt sơn tích điện âm di chuyển trong dung dịch đến bề mặt thân vỏ tích điện dương, tạo màng phủ đều và bám chặt.
Dung dịch ED có chất rắn 20–25%, pH 5,8–6,2, điện áp phủ 250–350 V, thời gian điện phân 2–3 phút, dòng điện 250–300 A. Nhiệt độ bể duy trì 28–30°C bằng bộ trao đổi nhiệt titan chống ăn mòn.
Sau phủ, thân xe được rửa tuần hoàn 4 cấp bằng ultrafiltration (UF), giúp thu hồi 95% dung dịch sơn dư.
Màng ED dày 20–25 µm, độ phủ đồng đều kể cả hốc sâu, khe gập kim loại – ưu điểm vượt trội so với phun truyền thống.
Sau đó, xe được đưa vào lò sấy ED ở 170–180°C trong 25–30 phút, đảm bảo polymer hóa hoàn toàn lớp sơn tĩnh điện.
Kết quả: lớp phủ ED có độ bám dính cấp 0, độ dày sai số ±2 µm, khả năng chống muối phun (Salt Spray Test) ≥ 1.000 giờ không rỉ (theo ASTM B117).
2.3 Hệ thống sơn lót (Primer Booth)
Sau khi qua ED, thân xe được mài mịn và chuyển vào phòng sơn xe để sơn lót. Đây là lớp trung gian bảo vệ và tạo bề mặt phẳng cho lớp sơn màu.
Buồng sơn lót được thiết kế theo tiêu chuẩn Class 100.000, lưu lượng gió thổi xuống 0,45–0,55 m/s, lọc khí bằng hệ thống HEPA H14, hiệu suất 99,97% ở 0,3 µm. Áp suất dương duy trì 10–15 Pa nhằm tránh bụi lọt vào vùng phun.
Quy trình sơn ô tô tại khu vực này gồm 2 công đoạn: robot phun lót bằng súng sơn tĩnh điện HVLP (High Volume Low Pressure) áp suất 0,2–0,3 MPa; sau đó sấy sơ ở 80°C trong 10 phút.
Lớp sơn lót dày 30–35 µm, độ bám dính đạt cấp 1, độ bóng mờ (semi-matt) 30–40 GU, giúp tăng khả năng bám của lớp sơn màu và chống đá văng.
Dung dịch sơn lót có thể là loại dung môi hoặc sơn gốc nước tùy yêu cầu. Với dây chuyền sơn ô tô hiện đại, hệ thống tái sử dụng không khí tuần hoàn 80% giúp giảm tiêu hao năng lượng 25%.
2.4 Hệ thống sơn màu (Basecoat Booth)
Đây là công đoạn thể hiện giá trị thẩm mỹ cao nhất của dây chuyền sơn ô tô. Sơn màu có thể là metallic, pearl hoặc solid.
Buồng sơn màu vận hành trong phòng sơn xe có kiểm soát nhiệt độ 22–25°C, độ ẩm 60–65%, ánh sáng 1.000 lux. Robot phun 6 trục (ABB IRB 5500, Yaskawa PX3400…) đảm bảo lượng sơn đồng nhất trên toàn bề mặt.
Lưu lượng gió tuần hoàn 10.000–15.000 m³/h, dòng khí laminar thẳng đứng, tốc độ 0,45 m/s.
Sơn basecoat có độ nhớt 20–25 s (cốc Ford số 4), áp suất phun 0,25–0,35 MPa, lưu lượng 150–200 ml/min.
Độ dày lớp phủ 20–25 µm, độ đồng màu ΔE ≤ 1,0 (theo ISO 7724).
Giữa các lớp sơn có giai đoạn “flash-off” trong 5–10 phút ở 35–40°C để dung môi bay hơi nhẹ, tránh hiện tượng cam da cam (orange peel).
Khí thải trong phòng sơn được dẫn qua hệ thống hấp phụ than hoạt tính, hiệu suất loại bỏ VOC ≥ 95%, đảm bảo phòng sơn xe đạt tiêu chuẩn an toàn QCVN 19:2009/BTNMT.
2.5 Hệ thống sơn bóng (Clearcoat Booth)
Lớp sơn bóng (Clearcoat) là lớp cuối cùng trong quy trình sơn ô tô, tạo độ sâu màu, độ bóng và bảo vệ chống tia UV, hóa chất, trầy xước.
Sơn bóng thường là sơn 2K Polyurethane hoặc Acrylic Urethane, tỷ lệ trộn Base:Hardener = 2:1, độ nhớt 18–22 s (cốc Ford #4).
Buồng sơn bóng tương tự buồng sơn màu nhưng yêu cầu sạch hơn: Class 10.000, tốc độ gió 0,45 m/s, độ ẩm 55–60%.
Robot phun 6 trục hoạt động theo quỹ đạo 3D, đảm bảo độ phủ đồng đều, độ dày lớp 40–50 µm, độ bóng ≥ 85 GU (góc đo 60°).
Sơn bóng được sấy sơ 10 phút ở 60°C, sau đó đưa vào buồng đóng rắn 140–150°C trong 25–30 phút.
Lớp sơn clear đạt độ cứng 2H–3H, chống mài mòn Taber ≤ 15 mg/1.000 vòng, khả năng chịu hóa chất (xăng, ethanol, dung dịch NaCl 5%) không đổi màu sau 72 giờ.
Đây là bước quan trọng nhất để đạt tiêu chuẩn sơn xe hơi quốc tế (JIS K5400, ASTM D523, ISO 2813).
2.6 Công nghệ sơn 3C1B (Three-Coat One-Bake)
Công nghệ sơn 3C1B là cải tiến tiên tiến của ngành sơn ô tô, kết hợp ba lớp (primer, basecoat, clearcoat) trong cùng một chu kỳ đóng rắn, giúp tiết kiệm năng lượng và giảm phát thải VOC.
Quy trình gồm:
– Phun lớp primer và basecoat liên tiếp.
– Thời gian bay hơi tổng 10–15 phút ở 30–40°C.
– Phun clearcoat phủ ngoài.
– Đưa vào lò sấy 140–150°C, giữ 30 phút để polymer hóa đồng thời cả ba lớp.
Công nghệ này giúp tiết kiệm 20–25% năng lượng, giảm thời gian sản xuất 1,5–2 giờ/xe, đồng thời giảm 30% lượng VOC so với công nghệ 3C2B truyền thống.
Các hãng như Toyota, Honda, Hyundai, Mercedes đã ứng dụng công nghệ sơn 3C1B để nâng cao năng suất và đạt chuẩn thân thiện môi trường.
Lớp sơn thành phẩm có độ bóng ≥ 90 GU, độ dày tổng 80–120 µm, độ bền thời tiết (QUV test) ≥ 2.000 giờ, độ bám dính cấp 0, đáp ứng tiêu chuẩn sơn xe hơi OEM toàn cầu.
2.7 Hệ thống sấy và đóng rắn
Sau khi sơn, thân xe đi qua hệ thống sấy đa vùng gồm 3 giai đoạn: sấy sơ, sấy trung gian và sấy hoàn thiện.
Buồng sấy sử dụng khí nóng tuần hoàn, gia nhiệt bằng gas hoặc dầu truyền nhiệt. Nhiệt độ vùng 1: 80°C; vùng 2: 120°C; vùng 3: 150°C.
Thời gian lưu tổng 25–30 phút, độ đồng đều nhiệt ±2°C.
Buồng sấy chế tạo bằng thép tấm 2 mm, cách nhiệt bông gốm 100 mm, lớp ngoài sơn tĩnh điện chống ăn mòn.
Hệ thống quạt lưu lượng 8.000–12.000 m³/h, bộ trao đổi nhiệt hiệu suất ≥ 6.000 W/m²K.
Cảm biến nhiệt độ, lưu lượng và áp suất được kết nối PLC – SCADA để tự động điều chỉnh theo tải thực tế.
Hệ thống thu hồi nhiệt từ khí thải bằng bộ HRU giúp tiết kiệm 15% năng lượng, giảm tiêu hao điện 0,8–1,2 kWh/m² sơn.
Độ ồn < 80 dB(A), nồng độ VOC sau xử lý < 50 mg/Nm³, đạt QCVN 19:2009/BTNMT.
2.8 Hệ thống xử lý khí thải VOC
Khí thải từ phòng sơn xe chứa VOC, hơi dung môi và bụi sơn được thu hồi qua hệ thống đường ống chống cháy nổ, tốc độ gió 15–18 m/s.
Bụi sơn được giữ lại ở bộ lọc khô hoặc lọc nước (Water Curtain Booth), hiệu suất 95–98%.
Khí chứa VOC được dẫn đến tháp hấp phụ than hoạt tính, sau đó qua thiết bị đốt xúc tác (Catalytic Oxidizer).
Nhiệt độ buồng đốt 250–350°C, thời gian lưu 0,8–1,2 giây, hiệu suất phá hủy VOC ≥ 98%.
Khí sạch sau xử lý có nồng độ VOC < 50 mg/Nm³, CO < 20 mg/Nm³, đáp ứng tiêu chuẩn sơn xe hơi và quy định môi trường QCVN 19:2009/BTNMT, ISO 14001:2015.
Nhiệt thải được tận dụng để gia nhiệt không khí sấy, giảm 10–12% chi phí năng lượng.
Ngoài ra, hệ thống còn trang bị cảm biến VOC online (NDIR) và cảnh báo vượt ngưỡng 20% LEL nhằm đảm bảo an toàn cháy nổ trong phòng sơn xe.
2.9 Hệ thống vận chuyển và điều khiển
Băng tải treo dạng Overhead Conveyor di chuyển thân xe qua từng khu vực, tốc độ 3–5 m/phút. Chuỗi treo tải trọng 600–800 kg, cơ cấu quay servo ±90°, điều khiển bằng PLC Siemens S7-1500.
Cảm biến vị trí, cảm biến nhiệt và RFID giúp định danh từng thân xe trong toàn bộ dây chuyền sơn ô tô, đảm bảo không nhầm màu hoặc quy trình.
Toàn bộ hệ thống kết nối SCADA giám sát theo thời gian thực, lưu trữ dữ liệu đến 12 tháng.
Chỉ số OEE toàn dây chuyền đạt ≥ 92%, tỷ lệ lỗi màu < 0,5%, sai số độ dày < ±2 µm.
Nhờ tự động hóa, dây chuyền có thể vận hành liên tục 24/7, đảm bảo sản lượng 60–120 xe/ngày cho nhà máy quy mô trung bình.
3.1 Thông số kỹ thuật tổng thể của dây chuyền
Dây chuyền sơn ô tô hiện đại được thiết kế theo nguyên lý tự động hóa liên hoàn, đảm bảo sự chính xác về quy trình, nhiệt độ, lưu lượng khí và độ ẩm. Dưới đây là các thông số kỹ thuật tổng quát của dây chuyền chuẩn nhà máy OEM:
| Hạng mục | Thông số kỹ thuật điển hình |
| Năng suất thiết kế | 60–120 xe/ngày |
| Số khu vực chức năng | 7 (Tiền xử lý – ED – Lót – Màu – Bóng – Sấy – Kiểm tra) |
| Nhiệt độ phòng sơn | 22–25°C |
| Độ ẩm phòng sơn | 55–65% RH |
| Tốc độ gió thẳng đứng | 0,45–0,6 m/s |
| Mức độ sạch | Class 10.000 – 100.000 (tùy khu vực) |
| Nhiệt độ sấy ED | 170–180°C |
| Nhiệt độ sấy màu – bóng | 140–150°C |
| Lưu lượng khí xử lý VOC | 25.000–30.000 m³/h |
| Hiệu suất xử lý VOC | ≥ 98% |
| Độ dày tổng lớp sơn | 80–120 µm |
| Độ bóng bề mặt (60°) | ≥ 85 GU |
| Độ bám dính | Cấp 0–1 (ASTM D3359) |
| Độ chịu muối phun | ≥ 1.000 giờ (ASTM B117) |
| Nồng độ VOC sau xử lý | < 50 mg/Nm³ |
| Tiêu chuẩn môi trường | QCVN 19:2009/BTNMT, ISO 14001 |
Mỗi chỉ số trên đều được giám sát liên tục bằng cảm biến và hệ thống SCADA. Mọi sai lệch vượt ±2% đều kích hoạt cảnh báo tự động và hiệu chỉnh tức thì để đảm bảo tính ổn định của quy trình sơn ô tô.
3.2 Tiêu chuẩn kiểm tra lớp phủ sơn
Lớp phủ hoàn thiện trong dây chuyền sơn ô tô được đánh giá dựa trên ba chỉ tiêu chính: độ dày, độ bám dính, độ bóng, cùng nhiều phép thử cơ – hóa khác.
Độ dày lớp sơn
Được đo bằng máy đo từ tính hoặc dòng xoáy điện, theo tiêu chuẩn ISO 2808:2019.
– Lớp ED: 20–25 µm
– Lớp lót (Primer): 30–35 µm
– Lớp màu (Basecoat): 20–25 µm
– Lớp bóng (Clearcoat): 40–50 µm
Tổng độ dày tiêu chuẩn: 80–120 µm, sai số cho phép ±2 µm.
Độ dày đồng đều thể hiện sự ổn định của robot phun và chất lượng phòng sơn xe. Nếu sai số vượt 10%, bề mặt sẽ không đạt độ bóng hoặc dễ bong tróc.
Độ bám dính
Kiểm tra bằng phương pháp cắt ô (Cross-cut test) theo ASTM D3359, yêu cầu cấp 0–1, tức là không bong tróc hoặc bong nhẹ ≤ 5%.
Các xe đạt chuẩn xuất khẩu thường đạt cấp 0.
Độ bóng bề mặt
Đo bằng máy Gloss Meter ở góc 60° theo ASTM D523 hoặc ISO 2813.
Giá trị đạt ≥ 85 GU (Gloss Unit) với sơn bóng, ≥ 75 GU với sơn màu.
Độ bóng cao phản ánh độ mịn của lớp Clearcoat và sự ổn định của công nghệ sơn 3C1B.
Độ cứng màng sơn
Kiểm tra bằng bút chì (Pencil Hardness Test – ASTM D3363).
Yêu cầu đạt 2H – 3H, đảm bảo khả năng chống trầy xước trong sử dụng.
Độ chịu hóa chất
Mẫu sơn ngâm trong xăng, dầu, ethanol và dung dịch NaCl 5% trong 72 giờ.
Không phồng rộp, không đổi màu là đạt chuẩn.
Độ bền thời tiết (Weather Resistance)
Kiểm tra bằng buồng QUV theo ASTM G154, chu kỳ 8 giờ UV – 4 giờ ngưng tụ, tổng thời gian 2.000 giờ.
Không phai màu, ΔE ≤ 1,5 và độ bóng giảm < 10% được coi là đạt tiêu chuẩn sơn OEM.
3.3 Tiêu chuẩn môi trường và phòng sạch
Trong phòng sơn xe, các chỉ số vi khí hậu và chất lượng không khí được kiểm soát nghiêm ngặt theo tiêu chuẩn ISO 14644-1.
| Thông số | Yêu cầu tiêu chuẩn |
| Mức sạch không khí | Class 10.000 – 100.000 (tùy khu) |
| Kích thước hạt bụi giới hạn | ≤ 0,5 µm |
| Nhiệt độ | 22–25°C |
| Độ ẩm | 55–65% RH |
| Tốc độ gió | 0,45–0,6 m/s |
| Áp suất dương | 10–15 Pa |
| Độ ồn | ≤ 80 dB(A) |
| Cường độ chiếu sáng | ≥ 1.000 lux |
| Hiệu suất lọc HEPA | ≥ 99,97% |
| Chu kỳ thay lọc HEPA | 1.000–1.500 giờ |
| Nồng độ VOC nội thất | < 5 ppm |
Luồng khí trong buồng phun sơn phải chuyển động thẳng đứng (laminar flow) để cuốn bụi và sương sơn xuống dưới, không xoáy ngược. Bộ lọc đáy (paint arrestor filter) được thay định kỳ 100 giờ vận hành để duy trì hiệu suất lọc ≥ 98%.
Các khu vực như sơn bóng hoặc công nghệ sơn 3C1B yêu cầu môi trường sạch cấp cao hơn (Class 10.000) nhằm đảm bảo không có hạt bụi ảnh hưởng đến độ bóng và độ trong của màng sơn.
3.4 Tiêu chuẩn năng lượng và an toàn cháy nổ
Dây chuyền sơn ô tô sử dụng nhiều dung môi hữu cơ nên việc kiểm soát an toàn cháy nổ là bắt buộc.
Theo tiêu chuẩn NFPA 33 – Spray Application Using Flammable Materials và QCVN 05:2020/BCT, các thông số an toàn gồm:
– Nồng độ VOC trong khí < 20% LEL (Lower Explosive Limit).
– Cảm biến VOC online hiệu chuẩn định kỳ 6 tháng/lần.
– Hệ thống quạt chống cháy nổ (Ex-proof), cấp bảo vệ IP65, động cơ đạt chuẩn Ex d IIB T4.
– Tốc độ gió 15–18 m/s trong ống hút.
– Hệ thống tiếp địa điện trở < 10⁶ Ω.
– Van chống cháy ngược (flame arrestor) tại các đầu ống VOC.
– Cảnh báo âm thanh – ánh sáng tự động khi vượt ngưỡng VOC 15% LEL.
Bên cạnh đó, toàn bộ phòng sơn xe và buồng sấy phải trang bị hệ thống phun chữa cháy foam hoặc CO₂ tự động, kích hoạt khi nhiệt độ vượt 80°C hoặc phát hiện khói quang học.
3.5 Tiêu chuẩn năng lượng & tiêu thụ vật tư
Một dây chuyền sơn tiêu chuẩn 100 xe/ngày có mức tiêu hao năng lượng và vật tư trung bình như sau:
| Hạng mục | Đơn vị | Giá trị trung bình |
| Điện năng | kWh/xe | 80–100 |
| Gas sấy | kg/xe | 8–12 |
| Nước công nghiệp | lít/xe | 250–300 |
| Sơn ED | kg/xe | 5–6 |
| Sơn lót | kg/xe | 4–5 |
| Sơn màu | kg/xe | 3–4 |
| Sơn bóng | kg/xe | 2–3 |
| Dung môi rửa súng | lít/xe | 0,5–1,0 |
| Than hoạt tính xử lý VOC | kg/tháng | 500–700 |
| Lượng khí thải sau xử lý | mg VOC/Nm³ | < 50 |
Các nhà máy hiện nay sử dụng công nghệ sơn 3C1B kết hợp hệ thống thu hồi nhiệt (Heat Recovery Unit) giúp giảm 15–20% tiêu thụ năng lượng và 25% lượng dung môi VOC.
3.6 Tiêu chuẩn quốc tế áp dụng cho dây chuyền sơn ô tô
Để đảm bảo chất lượng toàn cầu, dây chuyền sơn ô tô phải tuân thủ đồng thời nhiều bộ tiêu chuẩn quốc tế:
| Lĩnh vực | Tiêu chuẩn áp dụng | Nội dung chính |
| Quản lý chất lượng | ISO 9001:2015 | Quản lý quy trình và truy xuất nguồn gốc |
| Môi trường | ISO 14001:2015 | Kiểm soát VOC, nước thải, khí thải |
| Phòng sạch | ISO 14644-1 | Phân loại cấp độ sạch |
| Lớp phủ sơn | ISO 12944, ISO 2813 | Chống ăn mòn, độ bóng |
| Độ dày sơn | ISO 2808 | Kiểm tra độ dày màng phủ |
| Độ bám dính | ASTM D3359 | Đánh giá bám dính lớp sơn |
| Độ cứng | ASTM D3363 | Thử độ cứng bút chì |
| Độ bóng | ASTM D523 | Đo độ bóng bề mặt |
| Độ bền muối phun | ASTM B117 | Kiểm tra ăn mòn muối |
| Độ bền thời tiết | ASTM G154 | QUV – tia UV nhân tạo |
| VOC – khí thải | QCVN 19:2009/BTNMT | Giới hạn phát thải hữu cơ bay hơi |
| An toàn cháy nổ | NFPA 33, IECEx | Tiêu chuẩn an toàn vật liệu dễ cháy |
Tuân thủ nghiêm ngặt các tiêu chuẩn này giúp sản phẩm đạt yêu cầu OEM của các hãng lớn như Toyota, Ford, Hyundai, Kia, Mercedes-Benz, và đáp ứng điều kiện xuất khẩu sang EU, Mỹ, Nhật Bản.
3.7 Hệ thống kiểm tra – giám sát chất lượng tự động
Dây chuyền sơn ô tô hiện đại ứng dụng camera quét bề mặt 3D và cảm biến quang phổ để kiểm tra tự động 100% thân xe.
Các thông số đo:
– Độ dày (µm)
– Độ bóng (GU)
– Màu sắc (ΔE)
– Lỗi khuyết tật (bụi, rỗ, nứt, cam da cam)
Dữ liệu được lưu vào hệ thống MES (Manufacturing Execution System) và đối chiếu với thông số thiết kế.
Tỷ lệ lỗi trung bình < 0,5%; sai lệch màu ΔE < 1,0; độ bóng đạt chuẩn ±5 GU.
Nếu phát hiện sai lệch, hệ thống tự động chuyển xe sang khu vực rework, đồng thời điều chỉnh thông số robot phun trong phòng sơn xe để hiệu chỉnh thời gian thực.
3.8 Tiêu chuẩn môi trường và VOC
Phát thải dung môi (VOC – Volatile Organic Compounds) là chỉ tiêu quan trọng trong tiêu chuẩn sơn xe hơi.
Theo QCVN 19:2009/BTNMT, nồng độ VOC cho phép sau xử lý phải < 100 mg/Nm³ (thông thường nhà máy duy trì < 50 mg/Nm³).
Nguồn phát thải VOC chủ yếu đến từ:
– Buồng phun sơn (do bay hơi dung môi)
– Buồng sấy (hơi dung môi trong quá trình đóng rắn)
– Hệ thống rửa súng và làm sạch đường ống.
Hệ thống xử lý của ETEK dùng than hoạt tính + đốt xúc tác, hiệu suất 98–99%, kết hợp cảm biến VOC và thiết bị tái sinh nhiệt, đảm bảo dây chuyền sơn ô tô vận hành an toàn, thân thiện môi trường và tiết kiệm chi phí.
4.1 Lợi ích kỹ thuật – công nghệ vượt trội
Việc đầu tư dây chuyền sơn ô tô mang lại lợi thế công nghệ và hiệu suất cao trong toàn bộ quy trình hoàn thiện bề mặt thân xe.
Nhờ tự động hóa robot 6 trục và hệ thống giám sát PLC–SCADA, toàn bộ chu trình phun – sấy – đóng rắn – kiểm tra được điều khiển chính xác, sai số chỉ ±1%.
Cảm biến đo độ dày màng phủ, cảm biến nhiệt độ và độ ẩm tự hiệu chỉnh liên tục giúp đảm bảo mỗi xe đạt độ dày sơn 80–120 µm, độ bóng ≥ 85 GU, độ đồng màu ΔE ≤ 1,0.
Điều này giúp sản phẩm đạt chuẩn tiêu chuẩn sơn xe hơi quốc tế, giảm 90% lỗi thẩm mỹ như nổ sơn, da cam, bụi li ti, lem bóng.
So với công nghệ phun thủ công, dây chuyền tự động giúp tăng hiệu suất phủ lên 98%, giảm hao hụt sơn xuống dưới 3%, nâng năng suất sơn hoàn thiện từ 20 lên 60 xe/giờ trong nhà máy quy mô trung bình.
4.2 Lợi ích về chất lượng và độ bền
Lớp sơn từ quy trình sơn ô tô hiện đại có độ bền vượt trội nhờ kiểm soát nghiêm ngặt từng công đoạn.
Màng sơn bám chặt lên thân vỏ thép hoặc nhôm qua lớp ED điện di, chịu muối phun (ASTM B117) ≥ 1.000 giờ, không phồng rộp, không rỉ sét.
Độ cứng 2H–3H giúp bề mặt chống trầy xước trong va chạm nhẹ, độ chịu xăng ≥ 100 vòng test, độ bền tia UV (QUV test) ≥ 2.000 giờ, ΔE ≤ 1,5.
Đặc biệt, lớp Clearcoat PU hai thành phần giúp màng sơn duy trì độ bóng ≥ 85 GU trong 5–7 năm sử dụng ngoài trời mà không bị mờ xỉn.
Nhờ công nghệ sơn 3C1B, ba lớp (lót – màu – bóng) được đóng rắn đồng thời, tạo liên kết phân tử chặt hơn giữa các lớp sơn, giúp lớp phủ có cấu trúc đồng nhất và bền hóa học cao hơn 25% so với 3C2B truyền thống.
4.3 Lợi ích vận hành và năng suất
Với hệ thống robot phun tự động và phòng sơn xe đạt Class 10.000, dây chuyền vận hành liên tục 24/7, thời gian chu kỳ sơn trung bình chỉ 2,5 giờ/xe.
Hệ thống vận chuyển thân xe bằng băng tải treo servo điều tốc chính xác ±0,05 m/phút, giúp đồng bộ từng trạm sơn.
Khi kết hợp robot nhận diện hình dạng thân xe bằng camera 3D, khả năng phủ kín bề mặt đạt 99,8%, giảm tiêu hao sơn 25–30%.
Tỷ lệ sản phẩm đạt chuẩn sau sơn > 99%, tỷ lệ lỗi thẩm mỹ < 0,3%, năng suất dây chuyền tăng 1,5 lần so với thế hệ cũ.
Dây chuyền sơn ô tô của ETEK có thể linh hoạt thay đổi màu trong vòng 3 phút thông qua hệ thống rửa súng tự động, giảm 70% thời gian đổi mã sản phẩm, phù hợp sản xuất đa chủng loại.
4.4 Lợi ích kinh tế – tiết kiệm chi phí
Đầu tư dây chuyền ban đầu cao nhưng hiệu quả tài chính lâu dài rõ rệt.
Một nhà máy quy mô 100 xe/ngày giảm trung bình:
– 25% chi phí nhân công (nhờ tự động hóa phun và sấy)
– 30% tiêu hao sơn và dung môi
– 20% điện năng nhờ thu hồi nhiệt sấy
– 15% chi phí xử lý khí thải nhờ tái sinh than hoạt tính.
Mức tiết kiệm vật tư trung bình 200–300 triệu đồng/tháng.
Chu kỳ hoàn vốn đầu tư chỉ 30–36 tháng.
Hiệu suất tổng thể OEE đạt ≥ 92%, chi phí vận hành/xe chỉ còn 80–100 kWh điện, 8–12 kg gas, thấp hơn 20% so với dây chuyền thủ công.
Nhờ tích hợp thu hồi nhiệt và công nghệ sơn 3C1B, tổng năng lượng tiêu thụ giảm 25–30%, chi phí VOC giảm 35%, mang lại lợi ích kép: vừa tiết kiệm vừa thân thiện môi trường.
4.5 Lợi ích môi trường – an toàn và bền vững
Hệ thống phòng sơn xe của ETEK vận hành khép kín, áp suất dương duy trì 10–15 Pa ngăn bụi và hơi dung môi xâm nhập, đảm bảo môi trường làm việc an toàn.
Khí thải chứa VOC được xử lý bằng tháp hấp phụ than hoạt tính và đốt xúc tác, hiệu suất 98–99%, nồng độ đầu ra < 50 mg/Nm³, đạt chuẩn QCVN 19:2009/BTNMT.
Nhiệt thải tái sử dụng cho buồng sấy, giúp giảm phát thải CO₂ 15–20%.
Nước thải rửa súng, dung môi được chưng cất tái sinh 90–95%.
Toàn bộ dây chuyền vận hành tuân thủ tiêu chuẩn ISO 14001, ISO 50001 về quản lý năng lượng.
Việc kiểm soát VOC bằng cảm biến online và cảnh báo sớm giúp đảm bảo giới hạn < 20% LEL (giới hạn cháy nổ), giảm nguy cơ hỏa hoạn gần như tuyệt đối.
Đây là yếu tố mà các tập đoàn OEM như Toyota, Honda, Hyundai yêu cầu khi thẩm định nhà máy cung ứng linh kiện.
4.6 Ứng dụng trong ngành ô tô và xe máy
Dây chuyền sơn ô tô không chỉ được dùng cho thân vỏ xe hơi mà còn ứng dụng trong sơn khung xe máy, mâm, tay lái, cản trước sau, nắp capo, cánh cửa và các chi tiết nhựa ABS, PP, PC.
Trong xe hơi, mỗi lớp sơn có vai trò cụ thể:
– ED coating: chống ăn mòn khung thân.
– Primer: tăng bám và chống đá văng.
– Basecoat: tạo màu, hiệu ứng ánh kim.
– Clearcoat: bảo vệ và tạo độ bóng.
Nhờ công nghệ sơn 3C1B, các hãng ô tô hiện nay như Toyota, VinFast, Hyundai, Ford, Thaco đều áp dụng dây chuyền tích hợp cho cả khung thép và vỏ nhựa, đảm bảo đồng nhất màu sắc toàn thân xe.
Độ bền màu sau 5 năm sử dụng giảm dưới 10%, độ bóng duy trì trên 80 GU, khả năng chịu nhiệt lên đến 120°C và chịu xăng, dầu, axit nhẹ mà không đổi màu.
4.7 Ứng dụng trong ngành cơ khí và thiết bị công nghiệp
Ngoài lĩnh vực xe hơi, quy trình sơn ô tô được ứng dụng cho các thiết bị cơ khí chính xác, vỏ máy, thiết bị điện, kết cấu thép, container và thiết bị ngoài trời.
Lớp sơn PU và Acrylic Urethane cho độ bền ngoài trời > 2.000 giờ QUV, chống gỉ sét 10 năm trong điều kiện ẩm mặn.
Các nhà máy cơ khí, chế tạo robot, xe chuyên dụng đều áp dụng công nghệ sơn 3C1B nhằm giảm thời gian sản xuất và tăng độ bền hóa học của sản phẩm.
Với chi tiết cơ khí nhỏ, phòng sơn xe dạng buồng compact mini kết hợp robot phun quay giúp tiết kiệm không gian, phù hợp cho xưởng linh kiện vừa và nhỏ.
4.8 Ứng dụng trong ngành nhựa, composite và chi tiết cao cấp
Đối với chi tiết nhựa ABS, PC, PP của xe hơi (tay nắm, gương chiếu hậu, cản trước, bảng tablo), yêu cầu lớp sơn vừa có tính thẩm mỹ cao, vừa chống tia UV.
Dây chuyền sơn ô tô hiện đại của ETEK tích hợp hệ thống sấy hồng ngoại (IR curing) 120–130°C giúp sơn bám chắc mà không biến dạng nhựa.
Công nghệ phun sơn tĩnh điện HVLP áp suất thấp đảm bảo bề mặt nhẵn, không cam da cam, không vệt sơn chảy.
Độ bóng ≥ 85 GU, ΔE ≤ 1,0, màng sơn dày 60–80 µm, độ chịu va đập ≥ 50 cm·kg/cm², đáp ứng tiêu chuẩn sơn xe hơi quốc tế JIS K5600.
4.9 So sánh với các công nghệ khác
| Tiêu chí | Sơn ô tô dung môi | Sơn nước | Sơn bột tĩnh điện |
| Loại dung môi | Dung môi hữu cơ VOC | Nước | Không dung môi |
| Độ bóng | 85–90 GU | 70–80 GU | 60–70 GU |
| Thời gian khô | 10–30 phút | 60–90 phút | Ngay sau nung 200°C |
| Độ bám dính | Cấp 0–1 | Cấp 1–2 | Cấp 0 |
| Độ bền UV | Rất tốt | Tốt | Trung bình |
| Chi phí đầu tư | Trung bình | Cao | Cao |
| Màu sắc – Hiệu ứng | Rất đa dạng | Đa dạng | Hạn chế |
| Ứng dụng | Ô tô, xe máy, nhựa | Xe tải, nông cụ | Kết cấu thép |
Như vậy, dây chuyền sơn ô tô với công nghệ sơn 3C1B vẫn là lựa chọn tiêu chuẩn trong ngành ô tô cao cấp, nơi yêu cầu màu sắc tinh xảo, độ bóng và độ bền cao.
5.1 Giải pháp tổng thể – thiết kế đồng bộ
ETEK cung cấp dây chuyền sơn ô tô trọn gói từ khảo sát – thiết kế – chế tạo – lắp đặt – vận hành – đào tạo – bảo trì.
Mỗi dự án được thiết kế 3D chi tiết bằng phần mềm AutoCAD Plant và SolidWorks, mô phỏng luồng khí và nhiệt bằng CFD để tối ưu dòng gió và vùng nhiệt độ trong phòng sơn xe.
Toàn bộ hệ thống được đồng bộ hóa: buồng phun, buồng sấy, xử lý khí VOC, robot phun, băng tải treo, hệ thống cấp sơn và điều khiển SCADA.
Nhờ đó, dây chuyền vận hành ổn định, giảm rủi ro lỗi liên hệ giữa các thiết bị – vấn đề thường gặp khi mua lẻ từng phần từ nhiều nhà cung cấp.
5.2 Công nghệ hiện đại – linh kiện cao cấp
ETEK sử dụng linh kiện nhập khẩu từ châu Âu, Nhật Bản, Hàn Quốc:
– Robot phun ABB/Yaskawa, sai số ±0,05 mm.
– Bộ trao đổi nhiệt Alfa Laval, hiệu suất ≥ 6.000 W/m²K.
– PLC Siemens S7-1500, HMI Pro-face cảm ứng.
– Bộ lọc HEPA H14 đạt 99,97% ở 0,3 µm.
– Quạt Ex-proof IP65, động cơ ABB.
– Cảm biến VOC NDIR hãng Honeywell.
Kết hợp với công nghệ sơn 3C1B, phòng sơn xe Class 10.000, dây chuyền ETEK đạt độ ổn định 24/7, OEE ≥ 92%, tỷ lệ lỗi màu < 0,5%, đảm bảo đồng nhất tuyệt đối giữa các xe.
5.3 Dịch vụ kỹ thuật – hỗ trợ toàn diện
ETEK duy trì đội kỹ sư túc trực 24/7, hỗ trợ xử lý sự cố trong vòng 12 giờ.
Hệ thống giám sát IoT kết nối từ xa cho phép kỹ sư ETEK truy cập dữ liệu vận hành, dự đoán lỗi, gửi cảnh báo sớm nếu phát hiện chênh áp, tăng VOC, hay lệch nhiệt độ.
Điều này giúp giảm 40% thời gian dừng máy và kéo dài tuổi thọ thiết bị thêm 20%.
Ngoài bảo hành thiết bị, ETEK còn bảo hành chất lượng sơn đầu ra, đảm bảo độ bóng, độ bám và màu sắc đúng tiêu chuẩn.
Đây là cam kết khác biệt so với các đơn vị chỉ cung cấp thiết bị đơn thuần.
5.4 Tùy chỉnh linh hoạt – phù hợp mọi quy mô
ETEK thiết kế nhiều cấu hình dây chuyền sơn ô tô theo quy mô và sản phẩm:
– Dây chuyền mini 30–50 xe/ngày: phù hợp xưởng linh kiện.
– Dây chuyền trung 100–150 xe/ngày: nhà máy lắp ráp nội địa.
– Dây chuyền công nghiệp 300 xe/ngày: nhà máy OEM xuất khẩu.
Khách hàng có thể chọn:
– Công nghệ sơn 3C1B hoặc 3C2B.
– Phòng sơn xe Class 10.000–100.000 tùy yêu cầu.
– Giải pháp xử lý VOC: hấp phụ, đốt xúc tác, hoặc tái sinh nhiệt.
– Hệ thống tự động hóa cấp sơn, cân chỉnh robot và kiểm tra quang học.
5.5 Lợi thế khác biệt của ETEK
So với các đơn vị khác:
– Nhà cung cấp nội địa: giá rẻ nhưng công nghệ cũ, thiếu xử lý khí VOC.
– Nhà cung cấp nước ngoài: công nghệ cao nhưng chi phí và bảo trì lớn.
ETEK dung hòa hai yếu tố: công nghệ quốc tế – dịch vụ nội địa, chi phí hợp lý, bảo trì nhanh chóng.
ETEK cung cấp giải pháp “chìa khóa trao tay”, đồng bộ từ thiết kế đến bàn giao, hỗ trợ đào tạo vận hành và bảo trì định kỳ, giúp doanh nghiệp đạt tiêu chuẩn sơn xe hơi toàn cầu với chi phí đầu tư tối ưu.
5.6 Đảm bảo hiệu quả – hướng tới phát triển bền vững
Khi chọn dây chuyền sơn ô tô của ETEK, doanh nghiệp nhận được:
– Hiệu suất phủ 98%, sai số ±2 µm.
– Tiết kiệm 25% năng lượng nhờ thu hồi nhiệt.
– Giảm 30% dung môi VOC.
– Đạt QCVN 19:2009/BTNMT, ISO 14001, ISO 50001.
– Dễ dàng nâng cấp công nghệ (3C1B → 2C1B hoặc 4C1B) theo xu hướng tương lai.
ETEK đồng hành cùng doanh nghiệp không chỉ cung cấp thiết bị mà là đối tác kỹ thuật lâu dài, giúp tối ưu hóa quy trình, đảm bảo chất lượng sơn, tiết kiệm năng lượng và giảm phát thải – nền tảng cho sản xuất xanh, hiện đại và hiệu quả.
KẾT LUẬN
Dây chuyền sơn ô tô là trái tim của nhà máy lắp ráp, nơi kết hợp giữa công nghệ tự động hóa, vật liệu sơn tiên tiến và tiêu chuẩn môi trường nghiêm ngặt.
Việc áp dụng công nghệ sơn 3C1B, phòng sơn xe chuẩn sạch và hệ thống kiểm soát VOC không chỉ giúp sản phẩm đạt tiêu chuẩn sơn xe hơi toàn cầu mà còn tối ưu chi phí, nâng cao năng suất và bảo vệ môi trường.
Chọn ETEK là chọn giải pháp tổng thể – công nghệ ổn định – quy trình xanh và dịch vụ kỹ thuật tận tâm, đáp ứng mọi yêu cầu của ngành sơn công nghiệp ô tô hiện đại.
SẢN PHẨM LIÊN QUAN:
Các ứng dụng công nghệ sơn khác
Các dịch vụ công nghệ khác của ETEK